-
��ͬ�Ľ������ϣ�����������ʲô��ͬ��
����ʱ�䣺2020-08-03 08:38:06���Ķ�������401 - �ڽ��������ӹ��У����в�ͬ�Ĺ������ϣ���ͬ�IJ����������γ���ȥ�����Ը�����ͬ��������ô�����ղ�ͬ���ϵ������أ�ISO���������Ϸ�Ϊ6�ֲ�ͬ�������飬ÿ�������ڿɼӹ��Է��涼���ж��ص����ԣ����Ľ��ֱ�����ǽ����ܽᡣ�������Ϸ�Ϊ6���ࣺ��1��P-����2��M-�������3��K-������4��N-��ɫ������5��S-���ȺϽ���6��H-��Ӳ��
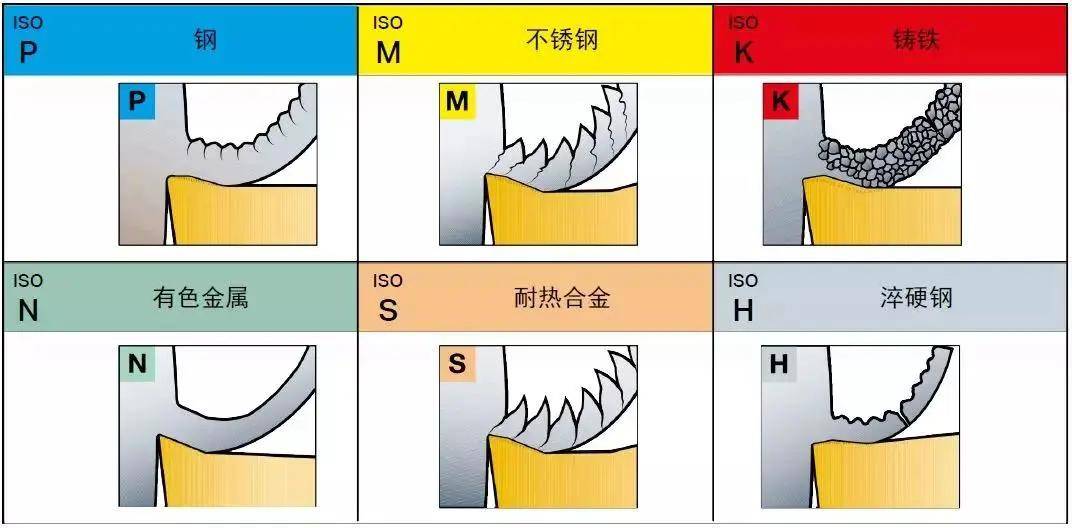 ������ͬ���ϵ��������ԡ���01-P��ʲô�Ǹ֣�- ���ǽ����������������IJ����顣- �ֿ����ǷǴ�Ӳ�ֻ���ʸ֣�Ӳ�ȴ�400HB����- ����һ��������Fe��Ԫ��Ϊ��Ҫ�ɷֵĺϽ���ͨ����������������ɡ�- �ǺϽ�ֵ�̼��������0.8%��ֻ��Fe��û�������Ͻ�Ԫ�ء�- �Ͻ�ֵ�̼��������1.7%�������˺Ͻ�Ԫ�أ���Ni��Cr��Mo��V��W�ȡ�
������ͬ���ϵ��������ԡ���01-P��ʲô�Ǹ֣�- ���ǽ����������������IJ����顣- �ֿ����ǷǴ�Ӳ�ֻ���ʸ֣�Ӳ�ȴ�400HB����- ����һ��������Fe��Ԫ��Ϊ��Ҫ�ɷֵĺϽ���ͨ����������������ɡ�- �ǺϽ�ֵ�̼��������0.8%��ֻ��Fe��û�������Ͻ�Ԫ�ء�- �Ͻ�ֵ�̼��������1.7%�������˺Ͻ�Ԫ�أ���Ni��Cr��Mo��V��W�ȡ�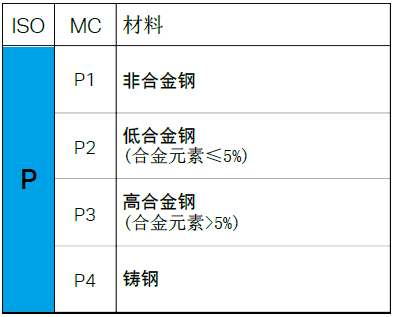 Ӧ�������ڽ���������Χ�ڣ�P�������IJ����飬��Ϊ�������˼�����ͬ�Ĺ�ҵ��������ͨ��Ϊ����м���ϣ��ܹ��γ���������Ծ��ȵ���м���������м��ʽͨ��ȡ����̼�������C ��̼���� = ���͵�ճ�Բ��ϡ��C ��̼���� = ���Բ��ϡ��ӹ����ԣ�- ����м���ϡ�- ��м����������ס�ƽ�ȡ�- ��̼����ճ�ԣ���Ҫ�����������С�- ��λ������kc��1500~3100 N/mm2- �ӹ�ISO P������Ҫ�������������ʣ���������ֵ��Χ�ڡ�
Ӧ�������ڽ���������Χ�ڣ�P�������IJ����飬��Ϊ�������˼�����ͬ�Ĺ�ҵ��������ͨ��Ϊ����м���ϣ��ܹ��γ���������Ծ��ȵ���м���������м��ʽͨ��ȡ����̼�������C ��̼���� = ���͵�ճ�Բ��ϡ��C ��̼���� = ���Բ��ϡ��ӹ����ԣ�- ����м���ϡ�- ��м����������ס�ƽ�ȡ�- ��̼����ճ�ԣ���Ҫ�����������С�- ��λ������kc��1500~3100 N/mm2- �ӹ�ISO P������Ҫ�������������ʣ���������ֵ��Χ�ڡ�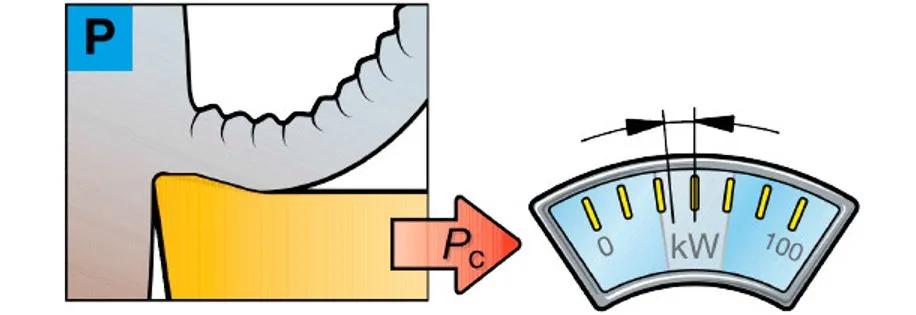 02-M�����ʲô�Dz���֣�- ������Ǵ�������11%~12%���ĺϽ���ϡ�- ̼����ͨ���ܵͣ��������0.01%�� ��- �Ͻ���Ҫ��Ni (��)��Mo (��) ��Ti (��)��- �ڸֱ����γ�һ�����ܵ�Cr2O3��ʹ����ʴ��
02-M�����ʲô�Dz���֣�- ������Ǵ�������11%~12%���ĺϽ���ϡ�- ̼����ͨ���ܵͣ��������0.01%�� ��- �Ͻ���Ҫ��Ni (��)��Mo (��) ��Ti (��)��- �ڸֱ����γ�һ�����ܵ�Cr2O3��ʹ����ʴ�� Ӧ��������M���У���Ӧ�ö�����ʯ�ͺ���Ȼ�����ܼ����������ӹ���ҵ�Լ���ҩ��ҵ����м��״�������γɲ�����ı�Ƭ״��м������ͨ�ֲ���ȣ������������ߡ�������������ֲ�ͬ�����͡���м���ܣ���������������м����Ͻ����Ժ��ȴ����IJ�ͬ����ͬ���ӹ����ԣ�- ����м���ϡ�- ��м�����������������ƽ˳�� �ڰ������˫���н����ѡ�- ��λ��������1800~2850 N/mm2- �ӹ�ʱ����������������м���������ͼӹ�Ӳ����
Ӧ��������M���У���Ӧ�ö�����ʯ�ͺ���Ȼ�����ܼ����������ӹ���ҵ�Լ���ҩ��ҵ����м��״�������γɲ�����ı�Ƭ״��м������ͨ�ֲ���ȣ������������ߡ�������������ֲ�ͬ�����͡���м���ܣ���������������м����Ͻ����Ժ��ȴ����IJ�ͬ����ͬ���ӹ����ԣ�- ����м���ϡ�- ��м�����������������ƽ˳�� �ڰ������˫���н����ѡ�- ��λ��������1800~2850 N/mm2- �ӹ�ʱ����������������м���������ͼӹ�Ӳ����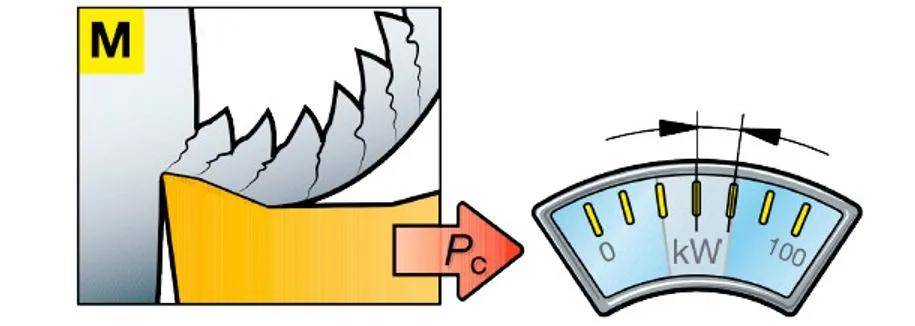 03-K����ʲô��������- ������3����Ҫ���ͣ��ҿ�������GCI�� ����ī���� ��NCI������ī������CGI����- ������Fe-CΪ���ɷ֣�����ԸߵĹ躬����1%~3%����- ̼��������2%������C�ڰ��������������ܽ�ȡ�- Cr��������Mo���⣩��V�����������γ�̼���������ǿ�Ⱥ�Ӳ�ȣ��������˻�е�ӹ��ԡ�
03-K����ʲô��������- ������3����Ҫ���ͣ��ҿ�������GCI�� ����ī���� ��NCI������ī������CGI����- ������Fe-CΪ���ɷ֣�����ԸߵĹ躬����1%~3%����- ̼��������2%������C�ڰ��������������ܽ�ȡ�- Cr��������Mo���⣩��V�����������γ�̼���������ǿ�Ⱥ�Ӳ�ȣ��������˻�е�ӹ��ԡ� Ӧ������K����ҪӦ����������������������ҵ������ҵ����м��״�����ϵ���м����������ͬ���ӽ��Ʒ�ĩ״����м������м���ӹ��ò���������Ĺ���ͨ����С��*ע���ҿ�������ͨ����м���Ʒ�ĩ״������ī����֮����ܴ��ߵĶ�м����ʱ��Ƚ������ڸ֡��ӹ����ԣ�- ����м���ϡ�- �����й����¶��������õ���м���ơ�- ��λ��������790~1350 N/mm2- �Խϸ��ٶȼӹ������ĥ��ĥ��- �е���������
Ӧ������K����ҪӦ����������������������ҵ������ҵ����м��״�����ϵ���м����������ͬ���ӽ��Ʒ�ĩ״����м������м���ӹ��ò���������Ĺ���ͨ����С��*ע���ҿ�������ͨ����м���Ʒ�ĩ״������ī����֮����ܴ��ߵĶ�м����ʱ��Ƚ������ڸ֡��ӹ����ԣ�- ����м���ϡ�- �����й����¶��������õ���м���ơ�- ��λ��������790~1350 N/mm2- �Խϸ��ٶȼӹ������ĥ��ĥ��- �е���������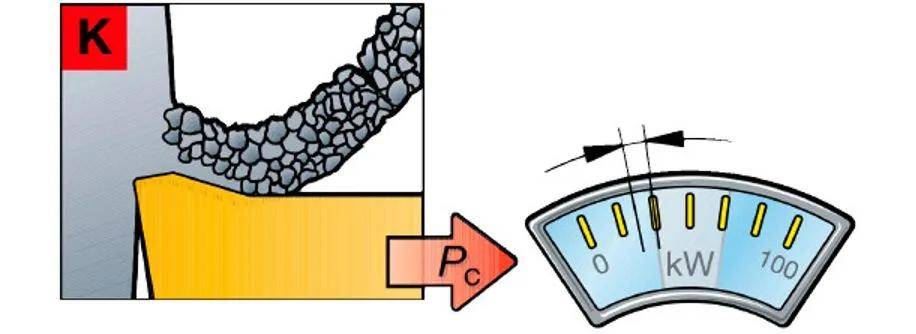 04-N��ɫ����ʲô����ɫ�������ϣ�- ��һ�������ɫ������Ӳ�ȵ���130 HB����������- ����22%�裨Si������ɫ������Al���Ͻ�����������IJ��֡�- ͭ����ͭ����ͭ��
04-N��ɫ����ʲô����ɫ�������ϣ�- ��һ�������ɫ������Ӳ�ȵ���130 HB����������- ����22%�裨Si������ɫ������Al���Ͻ�����������IJ��֡�- ͭ����ͭ����ͭ��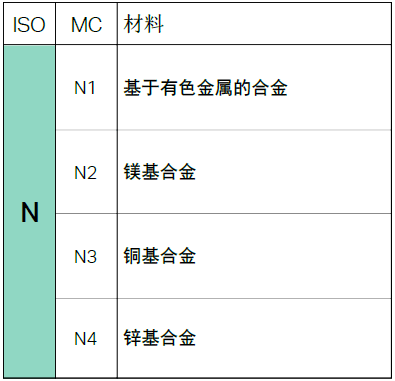 Ӧ�����ɻ�����ҵ�����Ͻ�����������������N��ռ��Ҫ��λ����Ȼÿ����Ӣ����Ҫ�Ĺ��ʵͣ���Ϊ��ø߽���ȥ���ʣ�����Ҫ�������������ʡ��ӹ����ԣ�- ����м���ϡ�- ����ǺϽ�����м����������ס�- ��ɫ������Al������ճ�ԣ���Ҫʹ�÷����������С�- ��λ��������350~700 N/mm2- �ӹ�ISO N������Ҫ�������������ʣ���������ֵ��Χ�ڡ�
Ӧ�����ɻ�����ҵ�����Ͻ�����������������N��ռ��Ҫ��λ����Ȼÿ����Ӣ����Ҫ�Ĺ��ʵͣ���Ϊ��ø߽���ȥ���ʣ�����Ҫ�������������ʡ��ӹ����ԣ�- ����м���ϡ�- ����ǺϽ�����м����������ס�- ��ɫ������Al������ճ�ԣ���Ҫʹ�÷����������С�- ��λ��������350~700 N/mm2- �ӹ�ISO N������Ҫ�������������ʣ���������ֵ��Χ�ڡ� 05-S���ȺϽ�ʲô�����ȺϽ�- ���ȺϽ�HRSA����������ߺϽ����������ܻ��ѻ����ϡ��飺�������������ܻ��������˻𣬹����ȴ�����ʱЧ���������������죬���졣���ԣ����ߵĺϽ������ܸ���������ȷ�����õ������ԡ����ߵĿ���ǿ�Ⱥ��ߵ���ʴ�ԡ�
05-S���ȺϽ�ʲô�����ȺϽ�- ���ȺϽ�HRSA����������ߺϽ����������ܻ��ѻ����ϡ��飺�������������ܻ��������˻𣬹����ȴ�����ʱЧ���������������죬���졣���ԣ����ߵĺϽ������ܸ���������ȷ�����õ������ԡ����ߵĿ���ǿ�Ⱥ��ߵ���ʴ�ԡ� Ӧ�����ӹ����ѵ�S�������ҪӦ���ں��պ��졢ȼ���ֻ��ͷ������ҵ����Χ�Ͽ�����ͨ������ڸ����������ӹ����ԣ�- ����м���ϡ�- ��м�������ѣ����״��м����- �����մ���Ҫʹ�ø�ǰ�ǣ�����Ӳ�ʺϽ���Ҫʹ����ǰ�ǡ�- ��λ���������������ȺϽ�2400~3100 N/mm2�����ѺϽ�1300~1400 N/mm2- ��Ҫ�����������ʺܸߡ�
Ӧ�����ӹ����ѵ�S�������ҪӦ���ں��պ��졢ȼ���ֻ��ͷ������ҵ����Χ�Ͽ�����ͨ������ڸ����������ӹ����ԣ�- ����м���ϡ�- ��м�������ѣ����״��м����- �����մ���Ҫʹ�ø�ǰ�ǣ�����Ӳ�ʺϽ���Ҫʹ����ǰ�ǡ�- ��λ���������������ȺϽ�2400~3100 N/mm2�����ѺϽ�1300~1400 N/mm2- ��Ҫ�����������ʺܸߡ�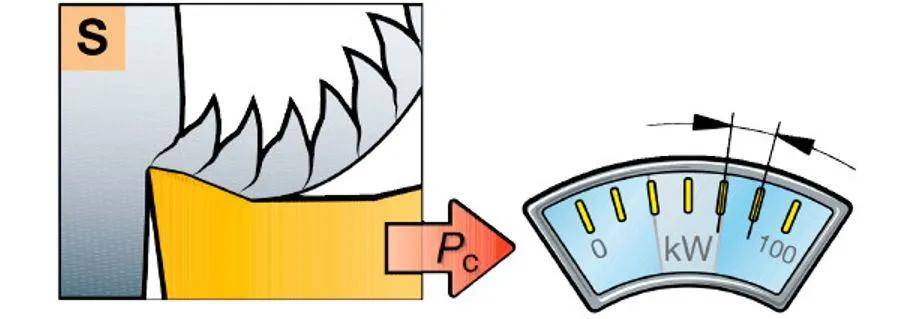 06-H��Ӳ��ʲô�Ǵ�Ӳ�֣�- �Ӽӹ��ĽǶȿ�����Ӳ������С��һ�����顣- �÷������Ӳ��>45~65 HRC�ĵ��ʸ֡�- ͨ������������Ӳ�����Ӳ�ȷ�Χһ����55~68 HRC֮�䡣
06-H��Ӳ��ʲô�Ǵ�Ӳ�֣�- �Ӽӹ��ĽǶȿ�����Ӳ������С��һ�����顣- �÷������Ӳ��>45~65 HRC�ĵ��ʸ֡�- ͨ������������Ӳ�����Ӳ�ȷ�Χһ����55~68 HRC֮�䡣 Ӧ������H���еĴ�Ӳ��Ӧ���ڸ�����ҵ����������ҵ����ְ��̣��Լ���������ҵ��ģ��ҵ����м��״��ͨ���������ġ������ȵ���м�����ָ��������ڽ���kc1ֵ�����ڰ������Ӧ���������Ҫ���ӹ����ԣ�- ����м���ϡ�- ��Ժõ���м���ơ�- Ҫ��ǰ�ǡ�- ��λ��������2550~4870 N/mm2- ��Ҫ�����������ʺܸߡ�
Ӧ������H���еĴ�Ӳ��Ӧ���ڸ�����ҵ����������ҵ����ְ��̣��Լ���������ҵ��ģ��ҵ����м��״��ͨ���������ġ������ȵ���м�����ָ��������ڽ���kc1ֵ�����ڰ������Ӧ���������Ҫ���ӹ����ԣ�- ����м���ϡ�- ��Ժõ���м���ơ�- Ҫ��ǰ�ǡ�- ��λ��������2550~4870 N/mm2- ��Ҫ�����������ʺܸߡ�
-
��ء����Ƶ���Ѷ
- �۽� | �������������ͻ����ռ���Ȳ����г� 2020/08/03
- ��ΪС�����ϵİ뵼����ϡ���ڡ��������غ��Գ�Ϊ��ҵ�³裿2020/08/03
- ���ƶ��� ����ɹ� ��������2020/08/03
- ����������߲��٣���Ч���Σ�2020/08/03
- ������֯���¹ڷ���������Ȼ���ɡ����ʹ�ע��ͻ�����������¼���2020/08/02
- ���Ź�ע
-
- ���ʮ�� �������ԿƼ�����ˢ�¡��й��ٶȡ�ÿ��ʱ�����и��Ա�־�Ե�������������ʱ������ӡ��Ҳ�Ǻ���������ᷢչˮƽ����...
- ����������� �������⡰ST��5��5�գ�������ͣ�ƣ�5��6�տ�����������յ����۾�ͷ��Ʊ��ƽ���Ϊ��ST��...
- �������ﻮ��Ȩת�� ���ؽ��̷����ս�����2016��ɹ������Ա��й���Ϊ��Ҫ�ɶ���ʱ��4���ʱ�䣬�������ٴη����ذ���Ϣ...
- δ�����ھ�����ǰ�����������ʲ������ٻ�2018������������·���7��5�գ���2018������������̳�����ڷ�ᡱ�����ھ���100���У���Ϊȫ��λΪ������...
- ������˾��9��δ����Բ�꣬�����ʵ�����ʵ����Ըת�۴��ھ�Ҫ���ˣ������Ѿ�̤���˻ؼҵĹ�̡�����ؼ���Բ����Ҷ��ǹ����Ƽ���...