
-
这么长的钻头,你觉得使用起来会有问题吗?
发布时间:2020-05-25 08:37:13,阅读次数:414 - 在使用一些新产品的时候,总会因为有些不确定元素让人心里没底,“这个东西没用过真的可行吗”这样疑问总是会出现 ,这不用户就遇到了钻头的选择和刀柄的设计问题,来看看大家是如何出谋划策的。本周难题问题:使用这种钻头刚性能受得了吗?第一次用这么长的钻头,心里没底?
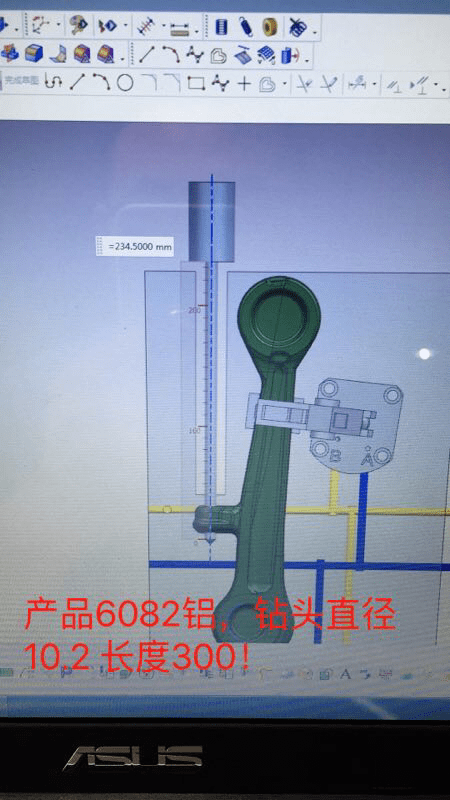 图1
图1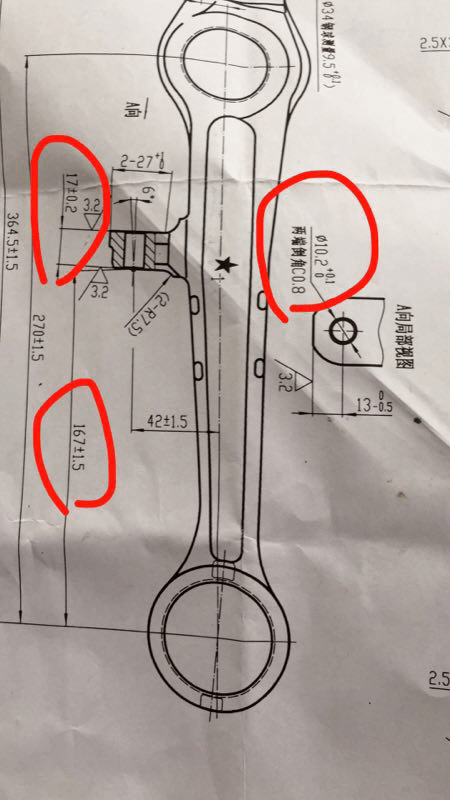 图2讨论A:柄做大点就好,不是有加长杆呢。Q:想买标准钻头的,定制周期不稳定,加长杆直径太大,直接钻通孔?A:有钻套,没问题,不跑偏就没事。A:有钻套导向吗,没有见过这样用加长钻。Q:没有。A:点心,然后直接钻下去,要好点。Q:那后来怎么解决?A:点孔,打眼,攻丝,直接钻不行,都是淘宝的东西,反正会晃。Q:那还是用延长杆吧。
图2讨论A:柄做大点就好,不是有加长杆呢。Q:想买标准钻头的,定制周期不稳定,加长杆直径太大,直接钻通孔?A:有钻套,没问题,不跑偏就没事。A:有钻套导向吗,没有见过这样用加长钻。Q:没有。A:点心,然后直接钻下去,要好点。Q:那后来怎么解决?A:点孔,打眼,攻丝,直接钻不行,都是淘宝的东西,反正会晃。Q:那还是用延长杆吧。 图3A:我觉得这样直接钻,成功率较低,位置度会偏,孔径会变大。A:加个钻磨套。A:新钻头可能还好。A:个人觉得还是接近工位的位置做个导向套有保证。A:磨损后呢,稳定性太差了。A:可以看下我们公司的产品。
图3A:我觉得这样直接钻,成功率较低,位置度会偏,孔径会变大。A:加个钻磨套。A:新钻头可能还好。A:个人觉得还是接近工位的位置做个导向套有保证。A:磨损后呢,稳定性太差了。A:可以看下我们公司的产品。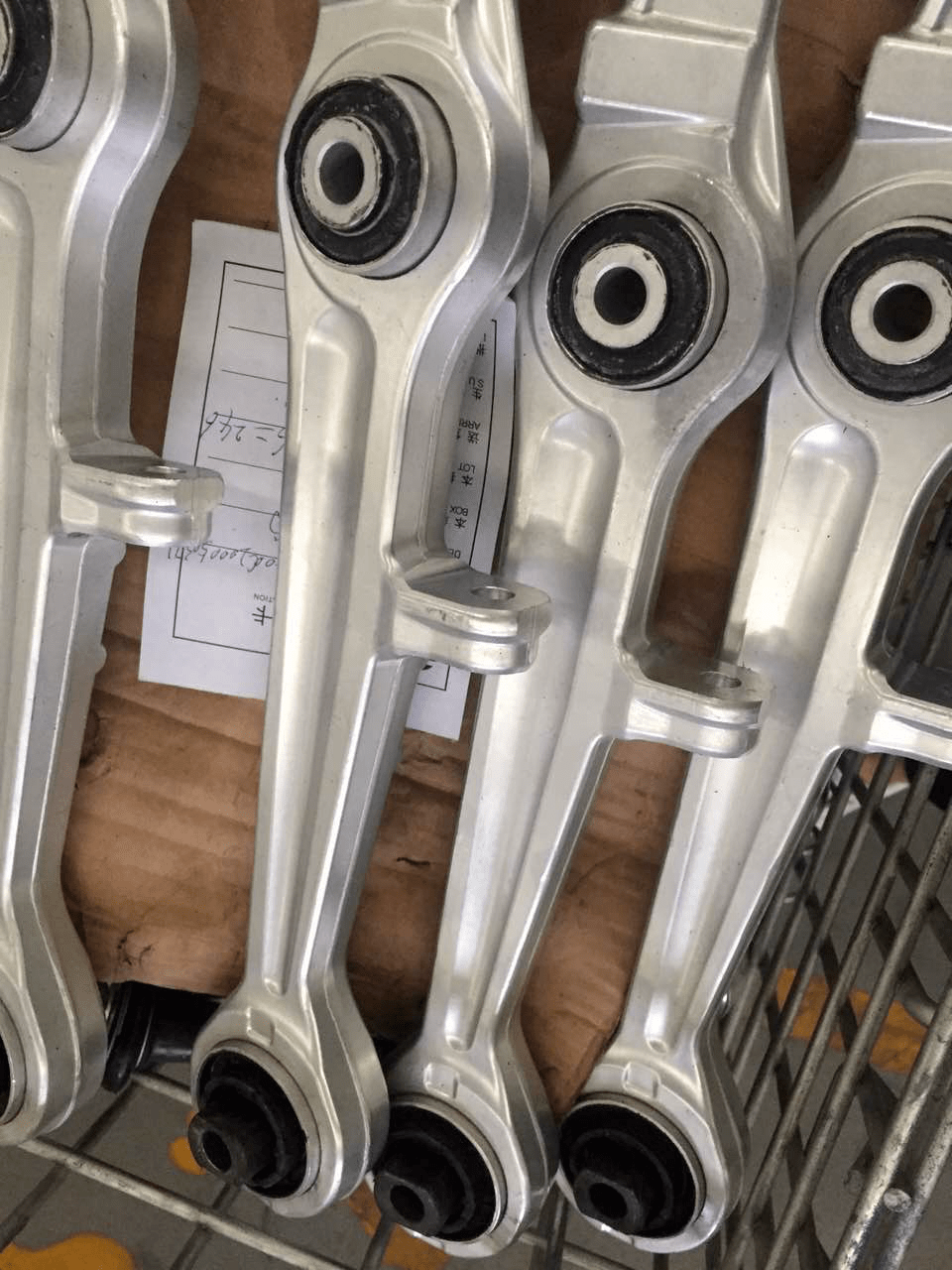 图4Q:我们的产品很类似,但你们开发速度比我们快啊。
图4Q:我们的产品很类似,但你们开发速度比我们快啊。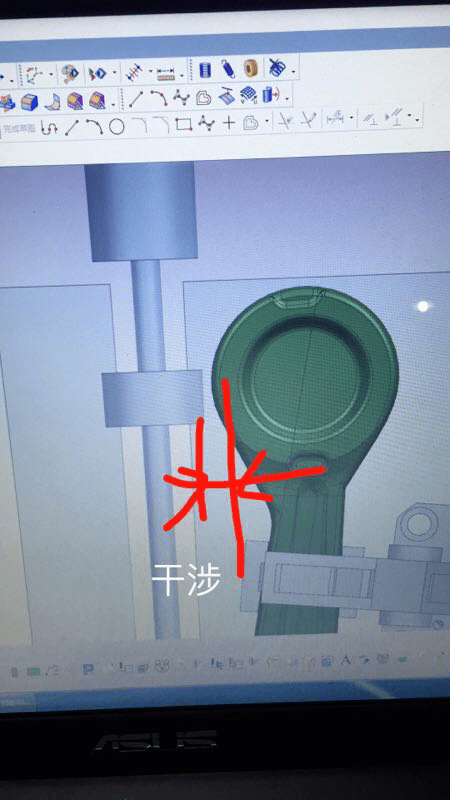 图5
图5 图6A:加个钻套不行吗,也可以钻床做。Q:技术部非要放加工中心上面做,不想为了这个孔再加工艺。A:角度头能放得下不。Q:放不下,我还是决定用er20刀柄,250长。A:用热固式刀柄比较靠谱,ER20一体的装刀后跳动大,主轴的跳动刀柄的误差,筒夹的误差,500转跳动估计会在0.1MM,对钻头的定心切削还有位制度有很大影响,仅供参考。Q:热涨,液压这类刀柄成本太高,位置度要求没那么高,还是尽量选择经济实惠的。A:还是放在摇臂钻加工,添加一副钻模,花费不会太高,我们有过零件,结构上和你的图纸有点相仿,是在摇臂钻解决的,不过不要小看钻模,有空间角度关系,许多人设计不好。Q:不是钱的问题,技术部是懒得去设计工装,希望我这边能出成品,美其名曰一次装夹精度高,其实就是懒得做。A:以前车间工艺师拿着图纸下来问现场的师傅,然后出工艺,工艺和师傅说的一摸一样。我们这孔就是这样的,如果长悬伸的有精度的需要铰的话还要配可调刀柄,钻出来一般有点难度。A:刀具要用非标刀具,前段是钻头,后部是修正的铣刀。
图6A:加个钻套不行吗,也可以钻床做。Q:技术部非要放加工中心上面做,不想为了这个孔再加工艺。A:角度头能放得下不。Q:放不下,我还是决定用er20刀柄,250长。A:用热固式刀柄比较靠谱,ER20一体的装刀后跳动大,主轴的跳动刀柄的误差,筒夹的误差,500转跳动估计会在0.1MM,对钻头的定心切削还有位制度有很大影响,仅供参考。Q:热涨,液压这类刀柄成本太高,位置度要求没那么高,还是尽量选择经济实惠的。A:还是放在摇臂钻加工,添加一副钻模,花费不会太高,我们有过零件,结构上和你的图纸有点相仿,是在摇臂钻解决的,不过不要小看钻模,有空间角度关系,许多人设计不好。Q:不是钱的问题,技术部是懒得去设计工装,希望我这边能出成品,美其名曰一次装夹精度高,其实就是懒得做。A:以前车间工艺师拿着图纸下来问现场的师傅,然后出工艺,工艺和师傅说的一摸一样。我们这孔就是这样的,如果长悬伸的有精度的需要铰的话还要配可调刀柄,钻出来一般有点难度。A:刀具要用非标刀具,前段是钻头,后部是修正的铣刀。 -
相关、相似的资讯
- 2020年中国负极材料行业市场现状和发展前景分析2020/05/25
- 全3D打印航天关键承力件通过飞行考核 2020/05/25
- 多措并举促消费 稳住外资基本盘2020/05/25
- 31个省区市首次0新增!2020/05/24
- 全球累计确诊逾528万 特朗普称疫情反弹也不关闭美国2020/05/24
- 热门关注
-
- 奋楫十年 天翼云以科技创新刷新“中国速度”每个时代都有各自标志性的生产力,这是时代的烙印,也是衡量经济社会发展水平和质...
- 连续三年亏损 苏宁易购遭“ST”5月5日,苏宁易购停牌,5月6日开市起,这个昔日的零售巨头股票简称将变为“ST易购...
- 苏宁易购筹划股权转让 神秘接盘方近日将亮相2016年成功引入淘宝中国作为重要股东后,时隔4年多时间,苏宁易购再次发布重磅消息...
- 未来金融就在眼前,火星数字资产银行荣获“2018年度区块链创新服务奖”7月5日,“2018区块链世界论坛・深圳峰会”在深圳京基100举行,作为全方位为数字资...
- 公交车司机9年未过团圆年,苏宁彩电助其实现心愿转眼春节就要到了,游子已经踏上了回家的归程。提起回家团圆,大家都是归心似箭,...